Some remarkable features of GRIPflow® are the following:
![]()
True square edges with a full bearing surface. The edges are parallel to each other and perpendicular to the top and bottom surfaces.
![]()
Excellent part to part repeatability.
![]()
Tolerances as low as 0.0005” and part flatness to 0.001” per linear inch.
![]()
Edge finishes of 32 RMS are typical.
![]()
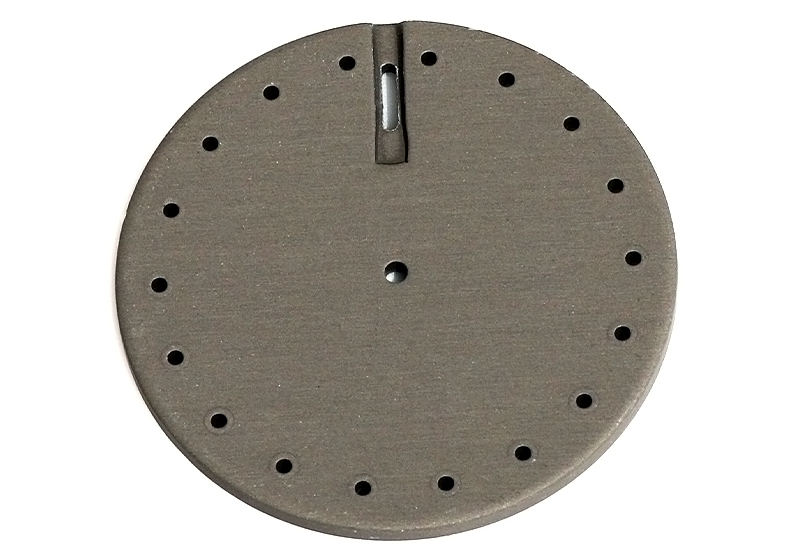
Producing holes smaller in diameter than the material thickness is normal. Holes as small as 30% of the material thickness have been achieved.
![]()
Round or shaped holes can be extremely close to each other or to the part edge – a web as small as 30% of the material thickness has been achieved.